
РУ
WL Co32

WL Co32
Сталлит F Сталлит 32 пруток для жесткого наплавления, впускной и выпускной клапан двигателя, горячий нож для резки
Свойства: термическая стабильность и коррозионная стойкость
Применение: впускной и выпускной клапан двигателя



Металл для наплавки стержня WL на основе кобальта сохраняет хорошую износостойкость и коррозионную стойкость при 650 градусах. Он должен сохранять хорошую износостойкость и определенную степень коррозионной стойкости при работе при температуре 650 градусов Цельсия. Например, это касается сварочных клапанов при высоких температурах и давлениях, а также горячих ножниц, которые влияют на положение холодных и горячих смещенных заготовок.
Примечание:
1. Перед сваркой электрод необходимо просушить при температуре около 150℃ в течение 1 часа.
2. Следует использовать малый ток и короткую дугу при наплавке, чтобы избежать увеличения проникновения основного металла и снижения характеристик наплавочного сплава.
3. В зависимости от типа основного металла и размера заготовки можно выбрать температуру предварительного нагрева 350-500℃ и температуру межслойного нагрева 350℃ для наплавки.
4. В зависимости от условий работы обычно выбирают 600-750℃, выдержка 1-2 часа с медленным охлаждением в печи или помещают заготовку в сухой и предварительно нагретый песчаный цилиндр или золу травы для медленного охлаждения.
Общие названия: Stellite F, BISHILITE (MHA) No.32, Weartech WT-32
Твердость: 40-45HRC
|
C |
Si |
Mn |
Mo |
Cr |
W |
Ni |
Fe |
Co |
Плотность |
Температурный диапазон плавления |
|
1.7 |
≤2.0 |
≤0.5 |
≤1.0 |
26.00 |
12.5 |
22.0 |
≤3.0 |
Остальное |
8,44 г/см³ |
1285 - 1410 ºC |
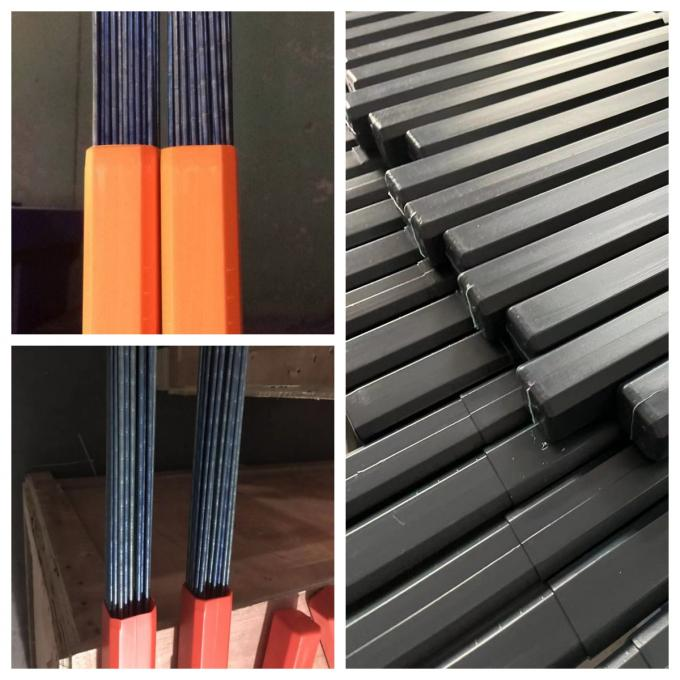
Для длины 350мм 500мм упаковать в картон по 5кг
Для упаковки 1000мм в тубах по 5кг, 4 тубы в одном картоне 20кг
Для длины более 1000мм упаковать непосредственно в деревянную коробку
Сварка клапана при высокой температуре и высоком давлении и горячий нож для резки, воздействие горячего и холодного в чередующемся месте.
|
Торговая марка |
Номинальный химический состав |
HRC |
Применение |
|||||||||
|
C |
Cr |
Si |
W |
Ni |
Fe |
Mn |
Mo |
Co |
B |
|||
|
WL Co1 |
2.45 |
30.0 |
1.0 |
13.0 |
≤3.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
50-58 |
Вставки седла клапана, подшипник, зубцы пилы, ротационное кольцо, муфты насоса |
|
WL Co3 |
2.4 |
30.5 |
1.0 |
13.0 |
≤3.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
50-56 |
Вставки седла клапана, направляющий валок стального завода, износостойкая панель лезвия крекинга и др. |
|
WL Co4 |
1.0 |
31.0 |
1.0 |
14.0 |
≤3.0 |
≤1.0 |
≤0.5 |
≤0.5 |
Бал. |
|
45-50 |
Горячая экструзионная форма, промышленность сухих батарей |
|
WL Co6 |
1.2 |
29.0 |
1.0 |
4.5 |
≤3.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
40-46 |
Клапан двигателя, клапан высокой температуры, лопатка турбины |
|
WL Co12 |
1.4 |
30.0 |
1.3 |
8.5 |
≤3.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
44-50 |
Клапаны давления, зубчатые винтовые бойцы |
|
WL Co20 |
2.5 |
32.0 |
1.0 |
17.0 |
≤3.0 |
≤3.0 |
≤0.5 |
≤1.0 |
Бал. |
|
54-59 |
Износостойкая пластина, подшипниковая втулка и т.д. |
|
WL Co21 |
0.2 |
27.0 |
1.0 |
0.2 |
≤3.0 |
≤2 |
≤1.0 |
≤5.5 |
Бал. |
|
20-40 |
Сиденье клапана, лопатки турбины, штамп для горячей ковки |
|
WL Co25 |
0.05 |
20.0 |
1.0 |
15.0 |
10.0 |
≤2.0 |
≤1.5 |
≤1.0 |
Бал. |
|
24 |
Поверхность уплотнения клапана, устойчивая к высокой температуре и коррозии, пресс-формы для литья под давлением и т.д. |
|
WL Co31 |
0.5 |
26.0 |
1.0 |
7.5 |
10.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
30-35 |
Экструзионная форма, лопатка паровой турбины и т.д. |
|
WL Co32 |
1.8 |
26.0 |
1.2 |
12.0 |
22.0 |
≤1.5 |
≤0.5 |
≤1.0 |
Бал. |
|
40-45 |
Впускной и выпускной клапан двигателя |
|
WL Co190 |
3.2 |
26.0 |
1.0 |
14.0 |
≤1.0 |
≤3.0 |
≤1.0 |
≤1.0 |
Бал. |
|
54-60 |
Нефтяная буровая коронка, горнодобывающая промышленность |
|
WL CoT400 |
0.08 |
8.5 |
2.6 |
|
1.5 |
≤1.5 |
≤1.0 |
28 |
Бал. |
0.8 |
50-60 |
Клапан и роликовый путь, экструдер для пластика в сильно коррозионной среде |
|
WL CoT800 |
0.08 |
18.0 |
3.4 |
|
≤1.5 |
1.5 |
≤1.0 |
28 |
Бал. |
0.8 |
52-58 |
Клапан и роликовый путь, экструдер для пластика в сильно коррозионной среде |


_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.jpg?x-oss-process=image/resize,w_100/quality,q_100)
_副本.png?x-oss-process=image/resize,w_100/quality,q_100)

Связаться с нами
Информация о продукте
Количество
Единица
Штука
Поддержка образцов заказа, индивидуальная настройка, оптовая продажа напрямую и полная оплата. Если искомый вами продукт не имеет соответствующего индивидуального содержания, пожалуйста, заполните форму ниже, чтобы связаться с нами, и мы ответим как можно скорее.